 EN
EN UR
UR ru
ru bn
bn ar
ar ky
ky th
th fil
fil vi
vi ms
ms tr
tr ro
ro pt
pt es
es af
af fa
fa uk
uk nl
nl pl
pl fr
fr de
de





شرح
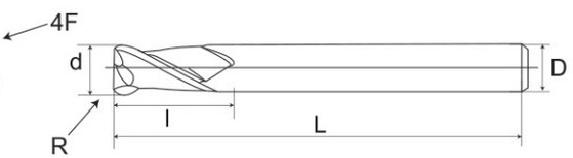
آسیاب پایان توپ 2 فلی
wc = 90/88 co = 10/12 hv30 = 1571 trs = 3750n/mm² hrc≥91.5 اندازه دانه = 0.6μm


|
د |
من |
سعادت |
د |
حرف |
ج |
|
1 |
2 |
50 |
4 |
0.5 |
2 |
|
1.5 |
3 |
50 |
4 |
0.75 |
2 |
|
2 |
4 |
50 |
4 |
1 |
2 |
|
2.5 |
5 |
50 |
4 |
1.25 |
2 |
|
3 |
6 |
50 |
4 |
1.5 |
2 |
|
3.5 |
7 |
50 |
4 |
1.75 |
2 |
|
4 |
8 |
50 |
4 |
2 |
2 |
|
5 |
10 |
50 |
6 |
2.5 |
2 |
|
6 |
12 |
50 |
6 |
3 |
2 |
|
7 |
15 |
60 |
8 |
3.5 |
2 |
|
8 |
16 |
60 |
8 |
4 |
2 |
|
10 |
20 |
75 |
10 |
5 |
2 |
|
12 |
25 |
75 |
12 |
6 |
2 |
|
14 |
28 |
100 |
14 |
7 |
2 |
|
16 |
32 |
100 |
16 |
8 |
2 |
|
18 |
36 |
100 |
18 |
9 |
2 |
|
20 |
40 |
100 |
20 |
10 |
2 |
آسیاب انتهای توپ 2-flute
wc = 90/88 co = 10/12 hv30 = 1571 trs = 3750n/mm² hrc≥91.5 اندازه دانه = 0.6 میکرومتر


|
د |
من |
سعادت |
د |
حرف |
ج |
|
4 |
8 |
100 |
4 |
2 |
2 |
|
6 |
12 |
100 |
6 |
3 |
2 |
|
8 |
16 |
100 |
8 |
4 |
2 |
|
10 |
20 |
100 |
10 |
5 |
2 |
|
12 |
25 |
100 |
12 |
6 |
2 |
|
6 |
12 |
150 |
6 |
3 |
2 |
|
8 |
16 |
150 |
8 |
4 |
2 |
|
10 |
20 |
150 |
10 |
5 |
2 |
|
12 |
24 |
150 |
12 |
6 |
2 |
|
14 |
28 |
150 |
14 |
7 |
2 |
|
16 |
32 |
150 |
16 |
8 |
2 |
|
18 |
36 |
150 |
18 |
9 |
2 |
|
20 |
40 |
150 |
20 |
10 |
2 |
شرایط برش
|
مواد فرآوری شده |
چدن آهن |
استوانه کربن فولاد aalloy 750n/mm2 |
فولاد کربن \ فولاد آلیاژ 30 ساعت |
phs \ qt فولاد 40 ساعت |
فولاد ضد زنگ |
phs \ qt فولاد 50 ساعت پوند |
||||||
|
د (میلی متر) |
دور در دقیقه (min-¹) |
هم زمان (میلی متر در دقیقه) |
دور در دقیقه (min-¹) |
هم زمان (میلی متر در دقیقه) |
دور در دقیقه (min-¹) |
هم زمان (میلی متر در دقیقه) |
دور در دقیقه (min-¹) |
هم زمان (میلی متر در دقیقه) |
دور در دقیقه (min-¹) |
هم زمان (میلی متر در دقیقه) |
دور در دقیقه (min-¹) |
هم زمان (میلی متر در دقیقه) |
|
r0.5 |
40000 |
800 |
40000 |
800 |
38000 |
700 |
32000 |
320 |
22300 |
200 |
25000 |
275 |
|
r1.0 |
24000 |
900 |
24000 |
900 |
19000 |
760 |
16000 |
400 |
11150 |
230 |
13000 |
275 |
|
r1.5 |
15500 |
950 |
15500 |
950 |
2750 |
760 |
10600 |
450 |
7400 |
290 |
8500 |
280 |
|
r2.0 |
11500 |
950 |
11500 |
950 |
9550 |
760 |
8000 |
550 |
5550 |
370 |
6500 |
370 |
|
r2.5 |
9500 |
1050 |
9500 |
1050 |
7650 |
800 |
6400 |
550 |
4450 |
370 |
5000 |
375 |
|
r3.0 |
8000 |
1050 |
8000 |
1050 |
6400 |
800 |
5300 |
580 |
3700 |
390 |
4200 |
390 |
|
r4.0 |
6000 |
1300 |
6000 |
1300 |
4800 |
950 |
4000 |
700 |
2750 |
455 |
3200 |
440 |
|
r5.0 |
4800 |
1200 |
4800 |
1200 |
3800 |
900 |
3200 |
650 |
2200 |
430 |
2500 |
440 |
|
r6.0 |
4000 |
1100 |
4000 |
1100 |
3200 |
840 |
2650 |
610 |
1850 |
430 |
2100 |
420 |
|
r8.0 |
3000 |
1050 |
3000 |
1050 |
2400 |
800 |
2000 |
600 |
1350 |
380 |
1600 |
375 |
|
r10.0 |
2400 |
950 |
2400 |
950 |
1900 |
680 |
1600 |
560 |
1100 |
370 |
1250 |
330 |
|
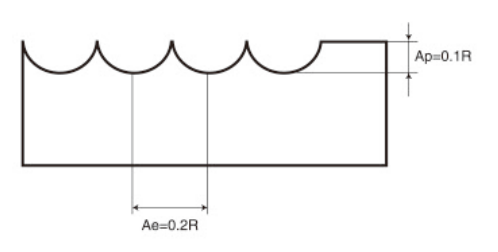
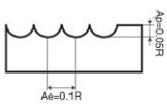
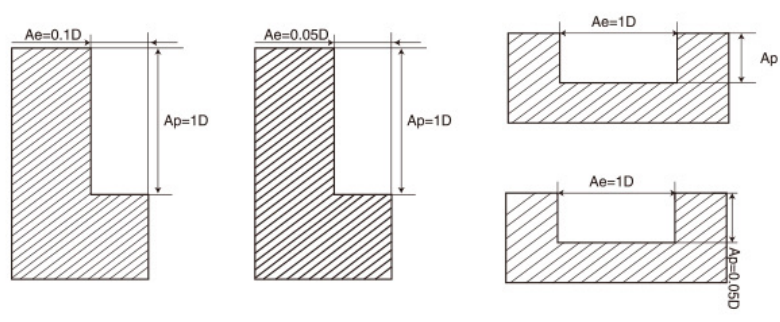
حداکثر عمق برش |
|
 |
||||||||||
ation مشارکت ویژه
1. این جدول مقدار استاندارد برای آسیاب جانبی است. هنگامی که این ابزار در حال شرارت است ، rpm باید 80 ٪ ~ 60 ٪ از جدول زیر باشد و فدراسیون باید به عنوان مقدار استاندارد 70 ~ 70 ٪ باشد.
2. لطفاً از ابزار و دارندگان ابزار با دقت بالا استفاده کنید.
3. لطفاً از خنک کننده هوا یا مایع برش استفاده کنید که به راحتی دود تولید نمی کند.
4. فرز سمت برای پایین آمدن فرز توصیه می شود.
5. اگر استحکام ابزار ماشین و قطعه کار ضعیف باشد ، لرزش و صدای غیر طبیعی رخ خواهد داد. در این زمان ، rpm و federate در جدول زیر باید سال به سال کاهش یابد.
6. ابزار را تا حد امکان کوتاه و بدون دخالت نگه دارید.
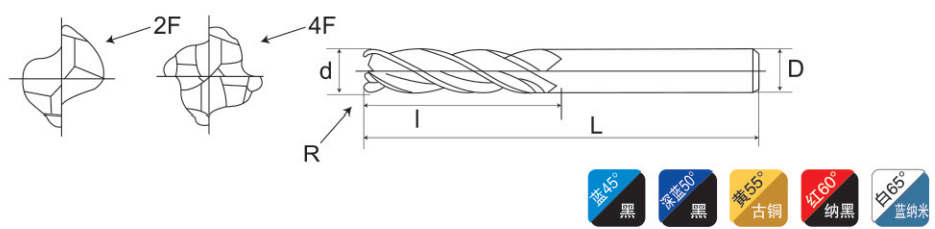
2-flute/4-flute round nose mill
wc = 90/88 co = 10/12 hv30 = 1571 trs = 3750n/mm² hrc≥91.5 اندازه دانه = 0.6μm
2f

|
د |
من |
سعادت |
د |
حرف |
ج |
|
4 |
10 |
50 |
4 |
0.2 |
2/4 |
|
4 |
10 |
50 |
4 |
0.5 |
2/4 |
|
4 |
10 |
50 |
4 |
1 |
2/4 |
|
6 |
15 |
50 |
6 |
0.2 |
2/4 |
|
6 |
15 |
50 |
6 |
0.5 |
2/4 |
|
6 |
15 |
50 |
6 |
1 |
2/4 |
|
8 |
20 |
60 |
6 |
0.2 |
2/4 |
|
8 |
20 |
60 |
8 |
0.5 |
2/4 |
|
8 |
20 |
60 |
8 |
1 |
2/4 |
|
10 |
25 |
75 |
10 |
0.5/1 |
2/4 |
|
10 |
25 |
75 |
10 |
1.5 |
2/4 |
|
12 |
30 |
75 |
12 |
0.5/1 |
2/4 |
|
12 |
30 |
75 |
12 |
1.5 |
2/4 |
|
14 |
35 |
100 |
14 |
0.5/2 |
2/4 |
|
16 |
40 |
100 |
16 |
0.5/1/2 |
2/4 |
|
18 |
45 |
100 |
18 |
0.5/1/2 |
2/4 |
|
20 |
45 |
100 |
20 |
0.5/1/2 |
2/4 |
2-flute/4-flute extred round nose mill
wc = 90/88 co = 10/12 hv30 = 1571 trs = 3750n/mm² hrc≥91.5 اندازه دانه = 0.6μm
|
د |
من |
سعادت |
د |
حرف |
ج |
|
4 |
16 |
100 |
4 |
0.2 |
2/4 |
|
4 |
16 |
100 |
4 |
0.5 |
2/4 |
|
4 |
16 |
100 |
4 |
1 |
2/4 |
|
6 |
25 |
100 |
6 |
0.2 |
2/4 |
|
6 |
25 |
100 |
6 |
0.5 |
2/4 |
|
6 |
25 |
100 |
6 |
1 |
2/4 |
|
8 |
30 |
100 |
6 |
0.5 |
2/4 |
|
8 |
30 |
100 |
8 |
1 |
2/4 |
|
10 |
40 |
100 |
10 |
0.5 |
2/4 |
|
10 |
40 |
100 |
10 |
1 |
2/4 |
|
12 |
45 |
100 |
12 |
0.5 |
2/4 |
|
12 |
45 |
100 |
12 |
1 |
2/4 |
|
12 |
45 |
100 |
12 |
1.5 |
2/4 |
ation مشارکت ویژه
1. این جدول مقدار استاندارد برای آسیاب جانبی است. هنگامی که این ابزار در حال شرارت است ، rpm باید 80 ٪ ~ 60 ٪ از جدول زیر باشد و فدراسیون باید به عنوان مقدار استاندارد 70 ~ 70 ٪ باشد.
2. لطفاً از ابزار و دارندگان ابزار با دقت بالا استفاده کنید.
3. لطفاً از خنک کننده هوا یا مایع برش استفاده کنید که به راحتی دود تولید نمی کند.
4. فرز سمت برای پایین آمدن فرز توصیه می شود.
5. اگر استحکام ابزار ماشین و قطعه کار ضعیف باشد ، لرزش و صدای غیر طبیعی رخ خواهد داد. در این زمان ، rpm و federate در جدول زیر باید سال به سال کاهش یابد.
6. ابزار را تا حد امکان کوتاه و بدون دخالت نگه دارید.
شرایط برش
|
2fert |
||||||||||||||||||||
|
مواد فرآوری شده |
چدن آهن |
فولاد فولاد aalloy 750n/mm2 |
فولاد فولاد aalloy 30 ساعت پوند |
phs \ qt فولاد 40 ساعت پوند |
فولاد ضد زنگ |
phs \ qt فولاد 50 ساعت پوند |
||||||||||||||
|
د (میلی متر) |
دور در دقیقه (min-¹) |
هم زمان (میلی متر در دقیقه) |
دور در دقیقه (min-¹) |
هم زمان (میلی متر در دقیقه) |
دور در دقیقه (min-¹) |
هم زمان (میلی متر در دقیقه) |
دور در دقیقه (min-¹) |
هم زمان (میلی متر در دقیقه) |
دور در دقیقه (min-¹) |
هم زمان (میلی متر در دقیقه) |
دور در دقیقه (min-¹) |
هم زمان (میلی متر در دقیقه) |
||||||||
|
1 |
20000 |
200 |
20000 |
200 |
20000 |
160 |
20000 |
160 |
20000 |
60 |
20000 |
120 |
||||||||
|
2 |
15000 |
320 |
15000 |
320 |
15000 |
290 |
15000 |
280 |
11150 |
84 |
13000 |
180 |
||||||||
|
3 |
14000 |
545 |
14000 |
545 |
13000 |
510 |
10600 |
420 |
7500 |
120 |
8500 |
330 |
||||||||
|
4 |
10800 |
560 |
10800 |
560 |
10000 |
520 |
8000 |
430 |
5500 |
130 |
6500 |
335 |
||||||||
|
5 |
8200 |
580 |
8200 |
580 |
7600 |
540 |
6400 |
450 |
4500 |
130 |
5000 |
355 |
||||||||
|
6 |
7000 |
600 |
7000 |
600 |
6400 |
550 |
5300 |
460 |
3700 |
140 |
4200 |
360 |
||||||||
|
8 |
5200 |
600 |
5200 |
600 |
4800 |
550 |
4000 |
460 |
2800 |
140 |
3200 |
365 |
||||||||
|
10 |
4200 |
580 |
4200 |
580 |
3800 |
540 |
3200 |
445 |
2200 |
140 |
2500 |
350 |
||||||||
|
12 |
3500 |
580 |
3500 |
580 |
3200 |
540 |
2650 |
445 |
1850 |
140 |
2100 |
350 |
||||||||
|
4fert |
||||||||||||||||||||
|
3 |
14000 |
820 |
14000 |
820 |
13000 |
755 |
10600 |
630 |
7500 |
145 |
8500 |
490 |
||||||||
|
4 |
10800 |
840 |
10800 |
840 |
10000 |
770 |
8000 |
640 |
5500 |
145 |
6500 |
500 |
||||||||
|
5 |
8200 |
880 |
8200 |
880 |
7600 |
810 |
6400 |
670 |
4500 |
145 |
5000 |
530 |
||||||||
|
6 |
7000 |
900 |
7000 |
900 |
6400 |
830 |
5300 |
690 |
3700 |
160 |
4200 |
540 |
||||||||
|
8 |
5200 |
890 |
5200 |
890 |
4800 |
815 |
4000 |
680 |
2800 |
160 |
3200 |
550 |
||||||||
|
10 |
4200 |
880 |
4200 |
880 |
3800 |
810 |
3200 |
670 |
2200 |
160 |
2500 |
520 |
||||||||
|
12 |
3500 |
880 |
3500 |
880 |
3200 |
810 |
2650 |
670 |
1850 |
160 |
2100 |
520 |
||||||||
|
16 |
2600 |
680 |
2600 |
680 |
2400 |
630 |
2000 |
525 |
1400 |
120 |
1600 |
490 |
||||||||
|
حداکثر عمق برش
|
 |
|||||||||||||||||||
کاربید جامد کاربید یکپارچه انتهای ساقه مستقیم (فلوت استاندارد)
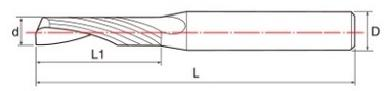

کاربردهای برش آسیاب: فولاد ضد زنگ ، چدن ، آلومینیوم ، مس ، گرافیت ، پلاستیک ، مواد کامپوزیت ، آلیاژهای تیتانیوم ، نیکل ، فولاد مقاوم در برابر گرما ، فولاد غیر آلیاژ ، فولاد کم آلیاژ <24hrc ، فولاد آلیاژ بالا
<30hrc steel فولاد سخت شده 30-38hrc 38-48hrc 48-56hrc 56-68hrc
|
مشخصات |
مشخصات |
||||||
|
د |
d (h6) |
l1 |
سعادت |
د |
d (h6) |
l1 |
سعادت |
|
3.175 |
3.175 |
12 |
385 |
4 |
4 |
42 |
70 |
|
3.175 |
3.175 |
15 |
38.5 |
6 |
6 |
12 |
50 |
|
3.175 |
3.175 |
17 |
45 |
6 |
6 |
17 |
50 |
|
4 |
4 |
12 |
45 |
6 |
6 |
22 |
50 |
|
4 |
4 |
17 |
45 |
6 |
6 |
25 |
50 |
|
4 |
4 |
22 |
45 |
6 |
6 |
32 |
60 |
|
4 |
4 |
32 |
60 |
6 |
6 |
42 |
70 |
کاربید جامد سه یا چهار فرکه بینی انتهای mil
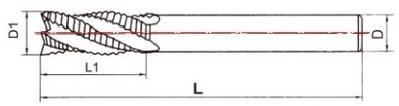


کاربردهای برش آسیاب: فولاد ضد زنگ ، چدن ، آلومینیوم ، مس ، گرافیت ، پلاستیک ، مواد کامپوزیت ،
آلیاژ تیتانیوم ، نیکل ، فولاد مقاوم در برابر گرما ، فولاد غیر آلیاژ ، فولاد آلیاژ کم <24hrc ، فولاد آلیاژ بالا <30hrc ، فولاد سخت شده 30-38hrc 38-48hrc 48-56hrc 56-68hrc
|
مشخصات |
|||
|
d1 |
l1 |
د |
|
|
6 |
15 |
6 |
50 |
|
8 |
20 |
8 |
60 |
|
10 |
25 |
10 |
75 |
|
12 |
30 |
12 |
75 |
|
16 |
40 |
16 |
100 |
|
20 |
45 |
20 |
100 |
تحقیق
دسته بندی محصولات مرتبط
- تأمین کنندگان میله های کاربید تنگستن چین جامد چین
- تأمین کننده آسیاب end roughing china cnc چین
- بیت های آسیاب پایان cnc چین
- چین nomad cnc end mill
- بیت های دستگاه فرز چین
- آسیاب های انتهای kennametal china
- ابزارهای حفاری سیمان سیمان چین چین
- چین اصطکاک کاربید را سیمان کرد
- آسیاب پایان پلاستیک cnc
- 1 4 آسیاب پایان
- حلقه نورد کاربید تنگستن
- بیت های آسیاب روتر

